Non Destructive Testing Of Cold Rolling Mills Rolls
Once the roll is completed, whatever is inside the roll cannot be seen with normal eye vision. Externally roll appears to be normal.possibility of surface and sub-surface defects can exist which is un noticed externally defect in rolls can be due to Raw Material or Heat Treatment. These defects are to be determined by Non-destructive Testing.


The defect in the in the finished cold rolling mill rolls can be determined by Non-destructive Testing. Some of the common methods to detect these tests are
A. ULTRA SONIC TEST
B. MAGNETIC PARTICLE TEST
C. DIE PENETRATION TEST.
A.ULTRA SONIC TEST
Ultra sonic test is used to detect internal crack by pulse echo- contact method/ back reflection technique. Piezo Electric waves are generated by a probe. While contacting object by probe, these waves propagate in the object and get reflected if any phase change takes place. If there is no phase change, then waves gets reflected from the other end of the reject which return from full depth of material. In case of discontinuity waves are reflected from crack.
Representation on screen will tell whether there is a flaw or discontinuity in the item.
Test is conducted as per ASTM A388/A388M.
Rejection criteria is-
a) Loss in back wall echo exceeding 20% of initial echo.
b) Traveling discontinuity more than 5% of initial echo.
c) Any discontinuity/Flaw equal to or greater than 10% of the B.W.E.
With the use of suitable probe internal defects can be detected. Sometimes there is a signal indicating a flaw at surface, but it is not visible with naked eye. In such case acid etching is done to ascertain surface defect.
Surface to be examined is cleaned by alcohol. Then it is etched with 1:3 or 1:4 solution of nitric Acid in Methanol. Overheated area, grinding cracks, bruise marks, and surface cracks become visible after acid etching. The process of etching indicates clearly the defective regions.
Ultrasonic test in conjunction with acid etching is very reliable.
Ultrasonic test can throw ligh on following defects.
1. Internal crack / flaws :- These generally occur where there is a drastic change in cross section and crack propagates along the axial or longitudinal direction.
2. Piping Defects :- These are forging defects and can be along with the axis in the core zone
3. Slag Inclusion :- These occur during casting the ingots for forging.
4. Shrinkage:- These are generally due to less material while casting the ingots.
5. Internal forging laps/Folds :- These are forging defects an are caused due to overlapping.
6. Porosity. :- These are due to trapped gases/ fumes during casting the ingots.
B. MAGNETIC PARTICLE TEST
This test conducted to detect cracks on surface and sub-surface layer in ferrous material only.
Normally, Iron particle are suspended in spirit/petrol and the solution is spread over the surface of the rolls after magnetizing the surface. Accumulation of iron particles over surface of rolls indicates cracks. Magnetic particle test is conducted as per ASTM SA 275 & SE 709.
Any magnetic particle build up having width more than 1.0 mm and ratio of length to width more than three times will mean defect/crack.
Following defects can be traced by Magnetic Particle Test.
1 Forging Bursts : These defects are due to temperature of the metal lesser than required.
2 Flakes : These cracks may occur at the surface of sub layer of the material and are due to rapid cooling of the rolls during heat treatment.
3 Grinding Cracks : These surface cracks are developed due to improper grinding.
4 Local heating cracks : These cracks are developed when the rolls are in service where high pressure forces are in application resulting high work hardening.
5 Stress Cracks :- These are developed while material is in use or in service where material is subjected to heavy alternative or fluctuating stresses.
C. DIE PENETRAINT TEST (I.S. 12889:1989)
This test is conducted for detecting surface cracks in ferrous and non ferrous material by application of developer and penetraint. Any dark hair line will be treated as defect.
Following fine surface defects can be traced by Die Penetraint test.
1 Surface Hardening Cracks : This type of cracks generally occurs when the hardness of the surface layer is more than the sub layer hardness.
2. Pitting : These are pin/ pinch type marks and occur at the surface.
3. Grinding Cracks : These are due to grinding heats are are called heat checks.
4. Local Heating Cracks :- These cracks are developed at the surface when the rolls are in service where high pressure forces are in application resulting in high work hardening
The artcile is provided by Deetee Industries Limited, India
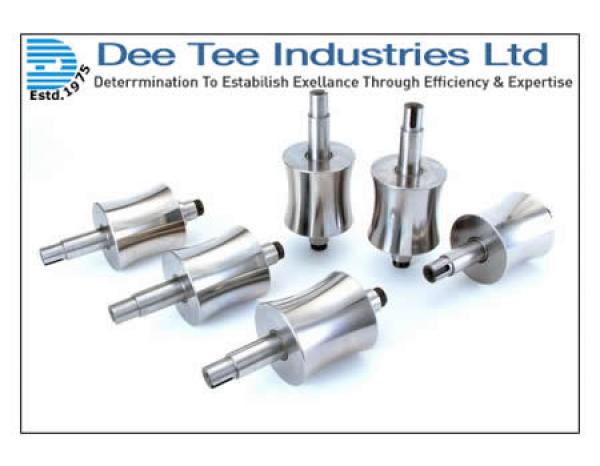
COLD ROLLING MILL ROLLS MANUFACTURED BY DEE TEE INDUSTRIES
Deetee Industries is a leading manufacturer of COLD ROLLING MILL ROLLS which are exported to over 42 countries and are leaders in the segment of cold rolling mill rolls, Some of the rolls for rolling mills manufactured by Deetee Industries are : Section Mill Rolls , Tube Cut Off Knives, Cold Rolling Mill Rolls, Leveller Rolls,flattner rolls, tube mill rolls
DeeTee can handle rolls of maximum 4 tons weight and maximum length of 3500 mm.
Websites
Deetee Industries
Slitter Cuter
Shear Knives
Image gallery






Recent Posts
- Telemedicine Franchisee in India: Growth Oriented Business Model as Healthcare Investment
- Ladies Garments Franchise Business in India: A Detailed Industry Insight
- Ratnagiri Forever Chemicals Row Intensifies: Parliamentary Spotlight and Local Resistance
- Indore Metro Phase II: Progress, Prestige, and the Imperative of Integrity
- Hindalco Bets Big on Odisha: ₹21,000-Crore Smelter Expansion to Anchor India’s EV Supply Chain